|
|
|
|
|

 |
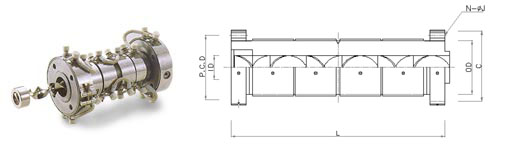
Selection
of the appropriate thermo mixer to be loaded into the
extruder solves
the
problem of irregular temperature of molten polymer in
the extruder.
As
a result, viscosity becomes uniform and more precise temperature
control
becomes
possible, thus ensuring product uniformity, quality and
productivity. |
|
SIZE
|
OUTER
DIA.
O.D mm
|
INDIA.
I.D mm
|
LENGTH
L mm
|
CONNECTION
|
BOLT
SIZE
|
|
C
mm
|
P.C.D
mm
|
No.of
BOLTS N
|
BOLT
HOLE
DIA. J
|
|
1"
|
63.5
|
25.4
|
230
|
114
|
90
|
4
|
11
|
M10
|
|
1-1/2"
|
88.9
|
38.1
|
345
|
150
|
120
|
4
|
13
|
M12
|
|
2"
|
114.3
|
50.8
|
457
|
178
|
146
|
6
|
13
|
M12
|
|
2-1/2"
|
152.4
|
63.5
|
580
|
230
|
195
|
6
|
17.5
|
M16
|
|
3"
|
177.8
|
76.2
|
685
|
254
|
215
|
6
|
17.5
|
M16
|
|
4"
|
228.6
|
101.6
|
915
|
330
|
280
|
6
|
19.5
|
M18
|
 |
The
polymer mixing nozzle was developed especially for injection
molder utilizing
inline
mixer.
Improved
quality and yield can be achieved by unifying product
quality and use of
polymer
mixing nozzle saves dye. |
|
INNER
DIA.
I.D mm
|
OUTDIA.
O.D mm
|
LENGTH
L mm
|
B
mm
|
M
|
m
|
|
10
|
24
|
180
|
15
|
M30
|
M20
|
|
15
|
36
|
240
|
20
|
M42
|
M24
|
|
20
|
46
|
310
|
25
|
M56
|
M30
|
|
25
|
55
|
370
|
30
|
M64
|
M36
|
|
30
|
65
|
440
|
35
|
M75
|
M42
|
|
35
|
75
|
500
|
40
|
M85
|
M48
|
|
 |
This
type is equipped with a inline mixer installed in a tube(or
pipe).
Mixing
and agitation functions improve heat transfer coefficient
and performance
3
to 4 times. |
 |
 |
|
JACKET
TYPE
|
SHELL
& TUBE TYPE
|
|
|
|